

レーザーによる傷検査とは?特徴や事例、装置メーカー3選
製品に接触することなく検査することを、非接触式検査といいます。そのなかでも「高低差」の検出を得意とするのが、レーザーを使用した検査装置です。
レーザーを使用した検査装置は、光量の変化量や光が返ってくる時間を計測して製品の高低差を検出します。
「高低差」や「厚み」と「欠落」などの検出が得意なため、傷や寸法の検査など、製品の品質に関係する場面で多く活躍しています。
この記事では、レーザーの性質から、さまざまな検査手法ごとのメリット・デメリット、具体的な検査事例などについて解説します。
レーザーの特徴を理解し、どんなものにレーザー検査装置を使用すれば良いかという参考に、ぜひご活用ください。
もし、レーザー検査装置の導入に関して、
- 省力化、省人化してコストダウンしたい
- 生産性アップして売上を上げたい
- 人的ミスを減らして品質価値を高めたい
- どのメーカーの自動化設備を使えば効率的かわからない
という場合は、お気軽にFAプロダクツまでお問い合わせください。
関東最大級のロボットSIerとして、最適化のご提案をさせていただきます。
また、外観検査などの自動化をご検討の際は、ルール型の画像処理からAIによる画像処理までワンストップで対応する「画処ラボ」もご活用ください。
業界最大級の画像処理検証施設を開設!
「画処ラボ」ではルールベースやAIの画像処理を専門エンジニアが検証。ご相談から装置制作まで一貫対応します。
目次
1.レーザーとは?
レーザー(LASER)の語源は、「誘導放射による光の増幅」のことを言います。
原子は外部からエネルギーを吸収すると、高いエネルギー状態になります。
高いエネルギー状態は安定しないため、原子はすぐに低いエネルギー状態に戻ろうとします。このとき、エネルギーの差が光となって放出されます。
放出された光が、同様に高エネルギー状態にあるほかの原子に衝突すると、同様の光の放出が次々と引き起こされます。結果として放出される高密度な光がレーザー光です。
レーザー光には、以下3つの特徴があります。
- 指向性(直進性)に優れている
- 単色である(波長が一定)
- 干渉性が優れている
順番に解説していきましょう。
(1)指向性(直進性)に優れている
図1は、レーザー光と普通光の指向性について表した図です。
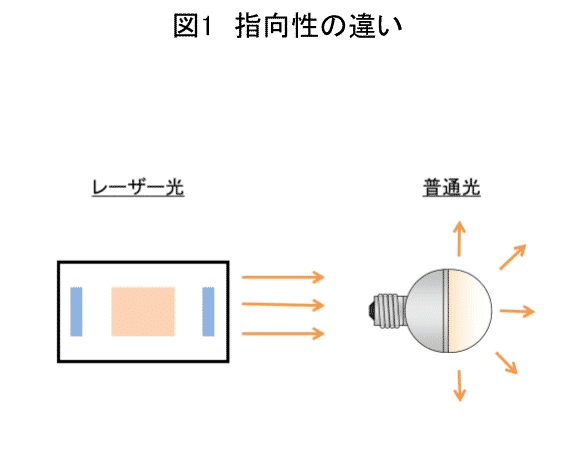
レーザー光は指向性(直進性)が優れており、光は広がらずにまっすぐ進みます。それに対して、電球などの普通光は様々な方向へ光が飛んでいきます。
光が広がらず、まっすぐ進むレーザー光は、極小範囲の検査に対応することが可能です。
(2)単色である(単一の波長を持つ)
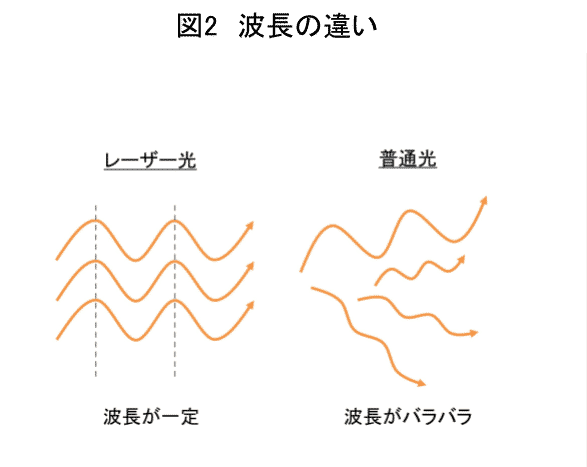
図2は、レーザー光と普通光の波長の違いについて表した図です。以下より詳しく解説します。レーザー光は単色で波長が一定です。それに対し、普通光は波長がバラバラです。
単色で波長が一定のレーザー光は、それぞれの光の波長が持つ特性によって、様々な機器に利用されています。
(3)干渉性を持つ(可干渉性がある)
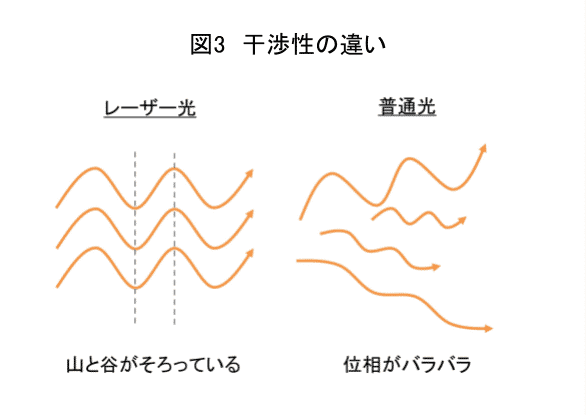
図3はレーザー光と普通光の干渉性の違いについて表した図です。以下より詳しく解説します。
レーザー光は干渉性が優れていて、波の山と谷がきれいに揃っています。それに対して普通光は位相がバラバラで山と谷が揃っていません。
位相が揃っているレーザーどうしが重なり合うと、波の強めあいや弱めあい(干渉)が起きます。干渉による変化を見ることで、物体の表面状態などを高い精度で知ることができます。
2.レーザーによる検出方法の違いと特徴
レーザー検出の方法には、「三角測距法」「時間計測法」と大きく2種類に分類できます。その2種類を詳しくご紹介します。
(1)三角測距法
図4は三角測距法の仕組みを表した図です。
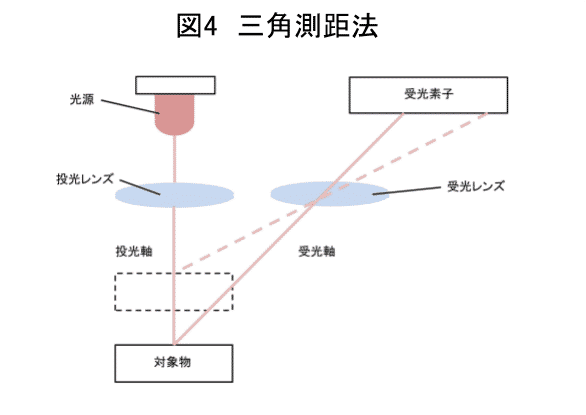
三角測距法は、受光素子に集約した光の変化量を利用して検出する方法です。受光素子には以下の3つの種類あり、それぞれに特徴があります。
| 長所 | 短所 | |
| CMOS方式 | 高速化が容易 製造コストが安い 対象物や周辺の環境に影響されにくい |
感度が悪い 画質にばらつきがある |
| CCD方式 | 感度が良い 画質が良い 対象物や周辺の環境に影響されにくい |
高速化が困難 製造コストが高い |
| PSD方式 | 応答速度が早い | 対象物や周辺の環境に影響されやすい |
それぞれ詳しく解説していきます。
①CMOS方式
受光素子にCMOSを用いて、各画素ごとの受光量を検出し変位量を算出するのがCMOS方式です。消費電力が少ないので高速化が容易にできます。
また、対象物や周辺の環境に影響されにくいため安定した検出が可能な点や、製造コストが安価なのも長所です。
しかし、CMOS式は高画素数での製造は難しいため、ノイズの影響を受けやすく感度が悪いことが短所です。
②CCD方式
受光素子にCCDを用いて、各画素ごとの受光量を検出し変位量を算出するのがCCD方式です。
CMOSと同様に対象物や周辺の環境に影響されにくいため、安定した検出が可能です。加えて高画素数での製造が容易なため、CMOS式の約5倍の感度があるのも長所です。
一方で、電荷を別々にもうけているため応答速度が遅く、高速化が困難であるのと製造コストが高いことが短所と言えます。
③PSD方式
受光素子にPSDを用いて、各画素ごとの受光量を検出し変位量を算出するのがPSD方式です。受光位置をアナログ出力で算出するため、応答速度が早いことが特徴です。
対象物の色むらや周辺の明るさに検出結果が影響を受けやすいため、安定検出できるように周辺環境などを考慮する必要がある点が短所です。
(3)時間計測法
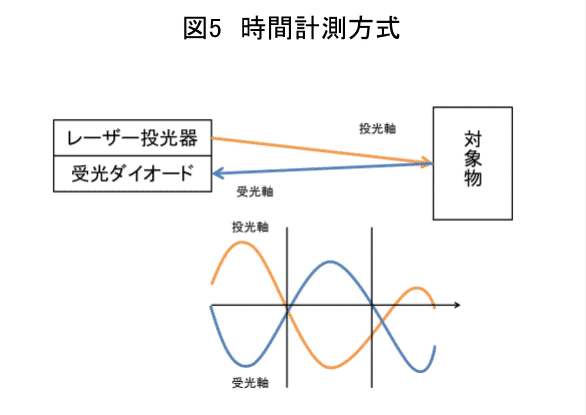
図5は時間計測方式の仕組みを表した図です。以下より詳しく解説します。
時間計測方式は、投光した光が反射して返ってくるまでの時間を距離に換算して計測する方式です。計測する方式には以下の2種類にわかれています。
- 位相差距離方式
- パルス伝播方式
それぞれの特徴を解説していきます。
①位相差距離方式
位相差距離方式とは、投光された光が対象物に反射して、「返ってきた光の波長」と「投光した光の波長」の差を距離に換算して検出する方法です。
照射するスポット径がとても小さいため、狭い範囲にピンポイントで測定ができる点が特徴です。
②パルス伝播方式
パルス伝播方式とは、一定の波長をもった光を投光して反射した光が返ってくるまでの時間を距離に換算して測定する方法です。
照射する光は、赤外光のレーザーを使用しているので目視で計測位置を確認できません。別途スコープなどから目視で確認する必要があるのが特徴です。
3.レーザー検査装置の具体例
ここからはレーザー検査装置の例をいくつかご紹介いたします。検査の方法の参考としてご覧ください。
(1)シートの厚み検査
厚みを検査するイメージをご紹介します。
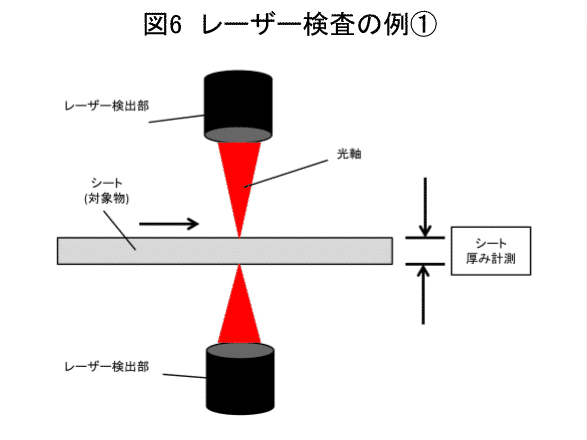
図6は、ローラーで送り出されたシートの厚みを検査している様子を表した図です。
レーザー検出部を2つ使用してシートをはさむように設置することで、薄いフィルムの厚みを計測することができます。
(2)シール・ゴムパッキン挿入部深さ検査
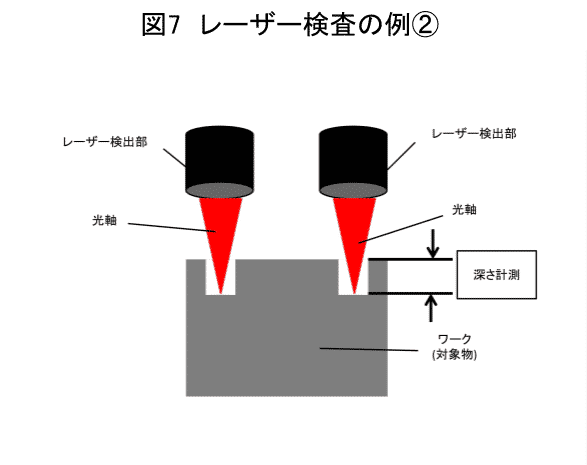
次に深さや高さを検査するイメージをご紹介します。
図7はシール・ゴムパッキン挿入部の加工箇所深さを検査する例を表した図です。
深さや高さが変わると、反射する波長が変化します。その変化量でOK品・NG品の判別をが可能です。
(3)傷や打痕の検査
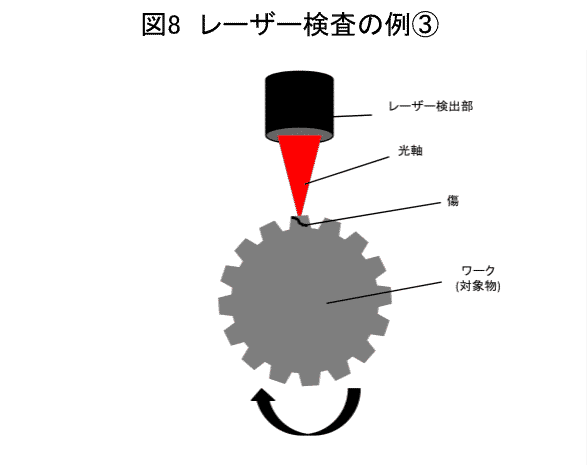
次に傷や打痕を検査するイメージをご紹介します。
図8は、歯車の打痕や傷を検査する例を表した図です。
対象物に傷や打痕があると、反射するレーザーの波長が変化します。その変化量でOK品・NG品の判別をが可能です。
また対象物を回転させることで、全周の検査をすることが出来ます。
4.レーザー検査装置におすすめのロボットシステムインテグレータ3選
①株式会社FAプロダクツ

【特徴】
FAプロダクツは年間200台もの実績がある関東最大級のロボットシステムインテグレーターです。一貫生産体制をとっており、設計から製造までをワンストップで対応。費用・時間にムダなく最適化を行うことができます。
また、お打ち合わせから原則1週間以内に「お見積りとポンチ絵」をご送付。
【ポンチ絵とお見積りのサンプル】
テキストやお電話だけでは伝わりづらいゴールイメージを共有し、スピード感を持った対応を心がけています。
また、同社の「画処ラボ」では、画像処理を用いた外観検査装置の導入に特化し、ご相談を受け付けています。従来は目視での官能検査に頼らざるを得なかった工程の自動化をご検討の際などにご活用ください。
業界最大級の画像処理検証施設を開設!
「画処ラボ」ではルールベースやAIの画像処理を専門エンジニアが検証。ご相談から装置制作まで一貫対応します。
【所在地】
茨城県土浦市卸町2丁目13-3
TEL.050-1743-0310(代表)
FAX.050-3156-2692(代表)
https://jss1.jp/
【営業品目】
- 産業用ロボット
- 生産設備合理化・省力化の設計及び製作
- 基板電気チェッカーや貼合・折曲など
- 治具の設計・製作
【実績】
NM社(電子部品の製造販売)、HS製作所(情報通信・社会産業・電子装置・建設機械・高機能材料・生活の各システム製造販売)、TT社(ショッピングセンターなどリテール事業)、SM社(自動制御機器の製造・販売)、OR社(自動車安全システムの製造販売)
②株式会社ヒロテック
【特徴】
多関節ロボットを使用した装置や、さまざまな検査装置のシステムインテグレータです。
設計・加工・組立はもちろんのこと、現地工事と操作教育まで行ってくれる会社です。
自動車のドアやマフラーの量産で得たノウハウを生かした金属関係の装置設計が得意です。
【所在地】
〒731-5197
広島県広島市佐伯区石内南5-2-1
【営業品目】
- 産業用ロボット
- 生産設備合理化・省力化の設計及び製作
- 事前実機検証
- 治具の設計・製作
③アイテック株式会社
【特徴】
多関節ロボットを使用した装置や、さまざまな検査装置のシステムインテグレータです。
機械部品や電子部品などさまざまな業種に納入実績があり、検査装置も得意とする会社です。
【所在地】
〒373-0847 群馬県太田市西新町135-7
TEL 0276-31-1411 / FAX 0276-31-7159
【営業品目】
- 産業用ロボット
- 生産設備合理化・省力化の設計及び製作
- ロボットハンド設計
- 治具の設計・製作
5.レーザー探傷装置導入のご相談はFAプロダクツへ
レーザーの使用用途は、計測や検査だけでなく加工まで多岐にわたる分野で活躍しています。
特に精密な計測や検査が得意なレーザー検査は、精度を必要とする場面で活躍しています。検査工程でお困りの際は、お気軽にFAプロダクツまでご相談ください。
関東最大級のロボットシステムインテグレーター 装置の設計から製造ならお任せください
050-1743-0310 営業時間:平日9:00-18:00

