

レーザーセンサとは?距離測定の仕組みや光電センサとの違い、使用例
レーザーセンサはレーザー光を利用して対象物の位置や形状、距離を検出するセンサです。
非接触かつ高精度な測定が可能で汎用性が高いため、工場や物流などの産業機械から生活に身近な電子機器まで幅広い分野で活用されています。
本記事ではレーザーセンサの基本的な仕組みやメリット・デメリット、用途に応じた使用例について解説します。
レーザーセンサのコンサルティングを受けて、
・省力化、省人化してコストダウンしたい
・生産性アップして売上を上げたい
・人的ミスを減らして品質価値を高めたい
・どのメーカーの自動化設備を使えば効率的かわからない
という場合は、お気軽に株式会社FAプロダクツまでお問い合わせください。
関東最大級のロボットSIerとして、最適化のご提案をさせていただきます。
目次
1.レーザーセンサとは?構成、仕組み、光電センサとの違い
ここでは、レーザーセンサについて、構成や仕組み、光電センサとの違いについて解説します。
(1)レーザーセンサとは?構成と仕組み
レーザーセンサは直進性の高いレーザー光を利用したセンサで、主に以下の目的で使用されることが多いです。
| ・物体の有無を検出する ・距離を測定する ・表面の状態や形状を計測する |
レーザーセンサは主に「レーザー送光部(エミッター)」、「受光部(レシーバー)」、「信号処理部」の3つの要素で構成されます。
①レーザー送光部(エミッター)
レーザー光送光、通常は半導体レーザーが使用されます。
発振されたレーザー光はコリメーターレンズを通過することで平行光になり、光学フィルターで特定の波長のみを通過させることで測定精度を高めます。
②受光部(レシーバー)
受光部では、受光レンズが光を適切に集光し、高感度のフォトダイオード(受光素子)が反射または透過してきたレーザー光を検出します。
位置を測定するためのレーザーセンサでは、反射光の位置を高精度で検出できるCCDやCMOSセンサが使用されることもあります。
③信号処理部
検出された信号はアンプ回路で増幅、ノイズ除去され、デジタル信号に変換されます。
信号はマイコン(MCU)やデジタル信号プロセッサ(DSP)に送られ、測定データの解析や処理が行われます。
他にも、補正や通信制御なども通信処理部で行われます。
(2)光電センサとレーザーセンサの違い
光電センサ(光センサ)は光を用いて物体の有無や位置を検出するセンサの総称です。
レーザーセンサも光電センサの一種と言えますが、一般的に光電センサはLED光(赤外線や可視光など)を使用するものを指します。
レーザーセンサと光電センサの違いは以下の通りです。
| レーザーセンサ | 光電センサ | |
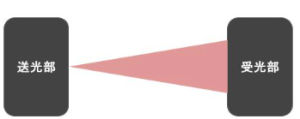
| イメージ |  |
 |
| 光源 | レーザー光 | LED光(赤外線など) |
| 主な用途 | 距離・位置・形状の測定 | 物体の有無・位置の検出 |
| 測定精度 | 高精度(ミクロン単位) | 比較的低い(ミリ単位) |
| 測定距離 | 長距離にも対応(数m~数十m) | 比較的短距離(数cm~数m) |
| 指向性 | 高い(微小なスポットにも対応) | 低い(拡散しやすい) |
| コスト | 高い | 低い |
| 使用例 | 工業用測定、LiDAR、自動運転、形状測定 | 自動ドア、製造ライン、駐車場ゲート |
光電センサは拡散する光を利用するためレーザーセンサよりも測定精度が低い、測定距離が短いといったデメリットがある一方、コストが低いメリットもあります。そのため、単純な物体の有無や位置の検出だけであれば光電センサが用いられることが多いです。
【参考記事】光電センサについては、以下の記事でも詳しく解説しています。

【参考動画】レーザーセンサについては、以下の動画も参考にしてください。
引用:CMOSタイプ マイクロレーザ測距センサ HG-C – パナソニック
2.レーザーセンサの種類と距離測定の原理
レーザーセンサは使用用途や受光の仕方によっていくつかの種類に分類されます。
ここからは、レーザーセンサの種類と各測定原理について解説します。
(1)受光量判別型
受光量判別型は対象物に当たったレーザー光の受光量(反射光や透過光の強度)をもとに物体の有無や位置を検出します。このタイプのセンサは用途によって透過型、回帰反射型、反射型の3つの方式に分類されます。
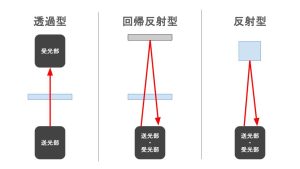
①透過型
透過型レーザーセンサは送光部と受光部が向かい合う構造になり、レーザー光が対象物にさえぎられることで物体の有無を判定します。
光の遮蔽を検出するため物体の色や表面状態の影響を受けにくいため検出精度が高く、長距離でも安定した測定が可能なため部品の有無の検出で多く利用されます。
②回帰反射型
回帰反射型は送光部と受光部が一体になっており、専用の反射板(リフレクター)を使用します。センサが発したレーザー光が反射板に当たり、戻ってきた光の変化を検出します。
対象物が光の進路上にあると戻ってくる光の量が減少するため、この差で物体の有無を検出する仕組みです。送光部と受光部を分ける必要が無いため施工が簡単で、反射板を利用するため10m以上の長距離でも安定して測定が可能。
③反射型
反射型はセンサ本体から発されたレーザー光が対象物に当たり、その反射光を検出する仕組みです。
仕組みがシンプルで反射板が不要なため設置が容易ですが、対象物の反射率によって検出性能が変化しやすく、光を吸収する黒い物体や光沢のある物体の検出が難しい場合があります。
(2)位置判別型
位置判別型のレーザーセンサは距離センサとしても用いられ、主に位置や寸法を精密に測定する際に利用されます。
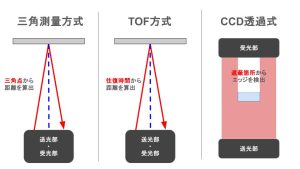
①三角測量方式(トライアングル方式)
センサから発射されたレーザーが対象物に当たり、その反射光を受光素子で検出する方式です。送光部、対象物(反射点)、受光部で形成される三角形の角度を基に、三角測量を用いて対象物との距離を計算します。
ミクロン単位の高精度で測定が可能で、数cm~数十cmの短距離での測定に適しています。
②TOF方式(時間計測式)
レーザー光を発射してから反射した光が戻ってくるまでの時間を計算する方式です。光の速度(約30万km/秒)を利用し、光が往復した時間から距離を算出します。
数m~数百mの長距離測定が可能で、速い移動物体の測定にも対応できます。環境の影響を受けにくいため、屋外でも使用できるのが強みです。
③CCD透過式
センサ内部に透過型のCCDセンサを内蔵し、対象物が通過するときに光の遮断具合を検出する方式です。CCDの影になった箇所を測定することで、対象物の位置や形状を判別できます。
フィルムなどの透明で薄い物体も検知可能なため、非接触で測定するのが望ましい繊細なワークにも対応できます。
3.レーザーセンサの利点と欠点
ここではレーザーセンサの利点と欠点を紹介します。
(1)レーザーセンサの利点
①高精度な測定が可能
測定の精度が高く、モデルによってはミクロン単位の精密な測定が可能。
高い精度を活かして精密機械の製造などでも活用されています。
②非接触で測定可能

繊細なワークを汚損、破損するリスクが無いため傷つけたくない製品の検査や稼働する物体の測定に適しています。連続かつ大量に検知が必要な生産ラインとも相性が良いです。
③長距離測定が可能

レーザーは直進性が高いため数mから数十mまで測定可能です。建築現場や物流管理などの現場でも活用されています。
(2)レーザーセンサの欠点
①コストが高い

レーザーセンサは一般的な光電センサよりも高性能なレーザーダイオードや測定機構を使用しているためコストが高いです。
②周囲環境の影響を受けやすい
光を受け取って検出する仕組み上、対象物の反射率や表面状態、周囲からの光などの影響を受けやすい特性があります。
使用する際には対象物に適したセンサを選択し、設置環境を整備する必要があります。
③安全対策が必要

レーザーは人間の目に入ると網膜などを傷つけて視力の低下や失明を引き起こすリスクがあります。そのためレーザーを設置する際には作業者や通行者の動線に十分配慮し、安全を確保する必要があります。
4.レーザーセンサの主な使用例

レーザーセンサの使用用途は多岐にわたりますが、ここではその一例を紹介します。
(1)工作機械での位置決め
材料を加工する場合の位置決めなどにレーザーセンサが使用されることがあります。
レーザーセンサを用いて初期位置やゼロ点を合わせることで、精度が求められる部品の加工に役立ちます。
(2)自動運転やドローンの制御
自動運転やドローンの制御、物流倉庫のAGVに使用されるLiDARもレーザーセンサの一種です。
レーザー光を発射して対象物との距離を算出することで、障害物の検知などに利用されています。
(3)製造ラインでのワーク検出・検査
レーザーセンサは非接触で効率的にワークの有無を検出できるため、大量に製品を作る工場や、食品や薬品など、作業者が触れない方が望ましい製品の製造ラインにも適しています。
レーザー検査装置にもレーザーセンサが使用されており、レーザー光によってワークの寸法や傷の有無の検出に貢献しています。
【参考記事】レーザー検査装置については以下の記事で詳しく解説しています。

(4)製品の外観検査
レーザーセンサを使用して製品の表面をスキャンし、形状の差異や異物などの検出に用いることができます。
(5)防犯システム
住宅のような身近な場所から、空港や軍事施設などのセキュリティエリアまで防犯システムの一部としてレーザーセンサが使われています。
監視カメラやその他の防犯機器と連携することで、侵入した人や動物などをリアルタイムで検出することが可能です。
5.レーザーセンサの選定ポイント

レーザーセンサにはモデルや測定方式によってさまざまな種類があり、導入する環境などに応じて適切なモデルを選ぶことが重要です。
ここからは、レーザーセンサの選定ポイントについて解説します。
(1)必要な測定距離と精度
レーザーセンサを選ぶ際には、使用する環境や対象物に合わせて適した測定距離、精度を満たすモデルを選ぶ必要があります。
例えば製造ラインを流れるワークの有無を検出するだけであれば、短距離、低精度のものでも問題ない場合が多いです。
工作機械の位置決めや製品の外観検査などに使用する場合には、精度が高いモデルが必要になるかもしれません。
このように、使用する場所や対象に応じて必要な測定距離と精度をまずは検討しましょう。
(2)対象物の材質や表面状態
レーザーセンサは金属やガラスなど、検出方式と対象物の材質の相性が悪いと適切に検知できない場合があります。
特に受光量判別型のセンサを使用する場合、対象物に応じて最適な光の検出方式(透過型、回帰反射型、反射型、距離設定型)を選択する必要があります。
(3)使用環境
レーザーセンサは精密機器であるため、使用環境にも注意が必要です。
反射光や透過光を検出する原理上、背景や環境光の影響を受ける場合もあり、適切に検知できない場合はこれらの影響を抑える工夫が必要です。
屋外や工作機械に用いる場合には、防塵・防滴性能の高いモデルを選ぶ必要があります。
また、レーザー光が作業者の目に当たると視力低下や失明のリスクもあるため、作業者の動線に配慮した位置決定も重要です。
(4)インターフェースと互換性
レーザーセンサは多くの場合、製造機械やモニタリング機器との連携のためにPLCやPCと接続して使用します。
接続端子や通信方式など、インターフェースの互換性を必ず確認しましょう。
6.メンテナンスや使用時の注意点

レーザーセンサを使用する上で、メンテナンスの方法や注意点について解説します。
(1)定期的な校正

レーザーセンサは長期間使用すると部品の劣化などによって測定精度が低下する場合があります。定期的な校正を行って十分な精度を保っているかを確認し、適宜補正や交換などの対応を行うことが重要です。
(2)汚れや埃への対策

レーザーセンサは光学機器であるため、光の授受を行うレンズにほこりや汚れが付着すると測定精度が低下する可能性があります。
測定精度を保つためにも、定期的にレンズや受光部の清掃を行ってクリアな状態を保ちましょう。
(3)安全性

レーザー光は強力なため誤って目に入ると視力低下や失明の危険性があります。設置場所を決める際は作業者などの動線に配慮し、レーザーセンサの設置や調整作業を行う作業者にも安全対策を講じることが求められます。
7.レーザーセンサに関するご相談は株式会社FAプロダクツへ
FAプロダクツは年間200台もの実績がある関東最大級のロボットシステムインテグレーターです。一貫生産体制をとっており、設計から製造までをワンストップで対応。費用・時間にムダなく最適化を行うことができます。
レーザーセンサについても、ぜひご相談ください。
お打ち合わせから原則1週間以内に「お見積りとポンチ絵」をご送付いたします。
【ポンチ絵とお見積りのサンプル】
テキストやお電話だけでは伝わりづらいゴールイメージを共有し、スピード感を持った対応を心がけています。
また、同社の「画処ラボ」では、画像処理を用いた外観検査装置の導入に特化し、ご相談を受け付けています。従来は目視での官能検査に頼らざるを得なかった工程の自動化をご検討の際などにご活用ください。
業界最大級の画像処理検証施設を開設!
「画処ラボ」ではルールベースやAIの画像処理を専門エンジニアが検証。ご相談から装置制作まで一貫対応します。
| 所在地・連絡先等 | 営業品目 | 実績 |
| 茨城県土浦市卸町2丁目13-3 TEL.050-1743-0310(代表) FAX.050-3156-2692(代表) https://jss1.jp/ |
・産業用ロボット ・生産設備合理化・省力化の設計及び製作 ・基板電気チェッカーや貼合・折曲など ・治具の設計・製作 |
NM社(電子部品の製造販売)、HS製作所(情報通信・社会産業・電子装置・建設機械・高機能材料・生活の各システム製造販売)、TT社(ショッピングセンターなどリテール事業)、SM社(自動制御機器の製造・販売)、OR社(自動車安全システムの製造販売) |
関東最大級のロボットシステムインテグレーター 生産設備の設計から製造ならお任せください
050-1743-0310 営業時間:平日9:00-18:00

