
溶接時のろう付けに効果的な治具とは?おすすめメーカー4選
目次
1.はじめに
2枚の金属の板を接合するには次の3方式があります。
- ボルトなどで機械的に接合する
- 接着剤で化学的に接合する
- 金属を溶かして溶着させる材料的接合
この記事では、溶接・ロウ付け・はんだ付けの材料的接合のうち、ロウ付けについて解説し、ロウ付けで使われる治具について、どのように使われるかを解説していきます。
また、最適な治具を導入して、
・省力化してコストダウンしたい
・生産性アップして売上を上げたい
・人的ミスを減らして品質価値を高めたい
・ロボット化して製造の自動化がしたい
場合は、関東最大級のロボットSIer、FAプロダクツまでお問い合わせください。
治具製造が得意な技術者が、最適なご提案をさせていただきます。
2.ロウ付けとロウ付け治具
ロウ付けの概要を、図1に示します。
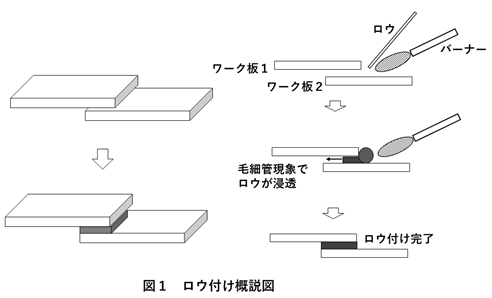
溶融温度が加工物(ワーク板1,2)の溶融温度より低いロウを板金の周辺に配置し、バーナーで加熱します。溶けたロウは、毛細管現象によって2枚の板の隙間全体に広がり、2枚の板を接合します。
金属表面は酸化物がすぐに形成されます。そうすると酸化物によって溶けたロウが広がらないこととなり、ロウ付けがうまくいきません。そこで、酸化物をできないようにする方法が、接合部分にフラックスを塗る方法です。
バーナーで加熱してロウ付けするとき、工作物(ワーク)が動かないように固定することが必要です。この固定の役割を担うものが、ロウ付け治具です。図2にワークを固定したロウ付け治具の概念図を示します。
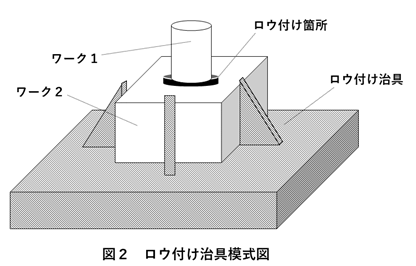
図はワーク1とワーク2を接合する様子ですが、ワークの形状は、パイプ状、熱交換器状、基板状のものなど様々なものがあり、ワークの固定の仕方が皆違います。
そのため、形状に合わせて固定する治具が必要とされ、バーナーの当てやすさも考えて、効果的にロウ付けできる形状の治具が製作されます。
さらに、大量生産品を取り扱う場合は、治具へのセットと取り外しが簡単にできることが求められるため、治具設計・製作に工夫が必要です。
3.ロウ付けの方式
ロウ付けの方式は、加熱する方式によって区分されます。
表1に各方式とその特徴を示します。
表1 ロウ付けの方式
| 加熱方式 | 加熱方法 | 特徴 |
| トーチ方式 | ガスバーナーで、ロウ付け部を加熱する。 | 作業の熟練が必要であるが、ロウ付け部を直接目視で確認し、加工ができる。 |
| 加熱炉方式 | 電気抵抗で発熱させ、炉内を加熱する。 水素雰囲気や不活性ガス雰囲気で加熱する方式もある。 |
多量の加工物を一度にロウ付けできる。 水素雰囲気でロウ付けする方式では、フラックスが不要。 |
| 高周波方式 | ロウ付け部周囲をコイルで巻き、電流を流すと磁界ができ発熱する。 | 短時間での接合ができ、加工物への影響が少ない。ロウ付け部分の加熱が不均一となる場合がある。 |
| 電気抵抗方式 | 接合する部分に電極を当て、電流を流すことで、界面抵抗によって発熱する。 | 加工物への影響が少ない。 銅合金は使えない。 |
| レーザ光方式 | ロウ付け部にレーザ光を照射し、発熱させる。 | 接合が難しいワークに適用される。 |
加熱方式の中で、連続式の加熱炉を使ってロウ付けする方式の模式図を図3に示します。
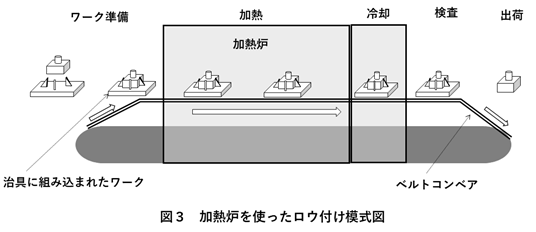
連続加熱炉ではコンベア上に乗せられたワークが、加熱炉内を通過します。コンベア上にはワークを乗せる治具が設置され、ワークを固定します。ワークにはロウが付帯されていて、加熱炉の熱で溶融し、ロウ付けされます。
ワークを組み込む治具の大きさは、熱の影響がないように、その大きさを小さくすることが求められます。
4.ロウ付けの手順
ロウ付けの手順を示した図が、図4です。
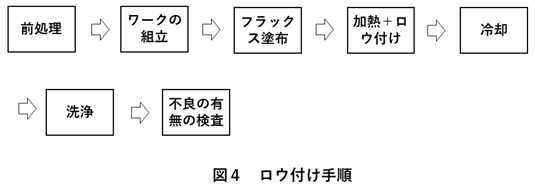
加工物を設置し、加工物にロウやフラックスを配置、バーナーで加熱、ロウ付け終了後に冷却し、洗浄後にロウ付け箇所に不具合がないか検査する、という手順でロウ付けが完了します。
ここで、ロウ付け治具に求められることをまとめてみましょう。
・ワークの固定
ロウ付け治具の役割は、加工品を固定して、バーナーなどで加熱するときに動かないようにすることです。精密機器の部品のようなワークは、ロウ付け箇所がチョットずれただけで、製品として不合格となる可能性があります。
・耐熱性能
加熱温度が高くなるため、ロウの溶融温度以上の耐熱性能が必要です。また、熱による変形があると、治具に固定されたワークが動いてしまう可能性がありますので、材料の選択に注意する必要があります。
・洗浄
治具を使う時に注意する点は、治具を常に綺麗にしておくことです。治具が汚れていると、燃焼時、治具からガスが出て加熱炉内を汚染するため、常に治具の洗浄を心掛ける必要があります。
・ロウ付け治具の材料
ロウ付け治具の材料には、グラファイトが有利です。
というのは、ロウ付け治具はワークとともに熱源で熱せられ、急速に冷却されます。加熱炉で使う時は、加熱・冷却という熱サイクルが繰り返されるため、加熱・冷却で大きな熱変形が生じないような性能が求められます。
この性能の実現のために、熱容量が小さい材料を選んだ方が有利です。金属製に比べグラファイトやセラミック製の治具は、熱容量が小さく加熱炉でのロウ付けに有効な材料と言えます。
5.ロウ付け治具を製作するメーカー4選
① 株式会社FAプロダクツ

【特徴】
株式会社FAプロダクツでは、
どのような業種のメーカーから出される治具製作要望に応えることができるように
体制を整え、高い技術力をもって治具の開発を進めています。
⇒治具やFA装置に関する製作実績は、こちらよりご確認いただけます。
FAプロダクツは年間200台の実績を持つ関東最大級のロボットシステムインテグレーターです。
一貫生産体制をとっており、設計から製造までをワンストップで対応。費用・時間にムダなく最適化を行うことができます。
また、お打ち合わせから原則1週間以内に「お見積りとポンチ絵」をご送付。
【ポンチ絵とお見積りのサンプル】
テキストやお電話だけでは伝わりづらいゴールイメージを共有し、スピード感を持った対応を心がけています。
【所在地】
茨城県土浦市卸町2丁目13-3
TEL.050-1743-0310(代表)
FAX.050-3156-2692(代表)
https://jss1.jp/
【営業品目】
- 産業用ロボット
- 生産設備合理化・省力化の設計及び製作
- 基板電気チェッカーや貼合・折曲など
- 治具の設計・製作
【実績】
NM社(電子部品の製造販売)、HS製作所(情報通信・社会産業・電子装置・建設機械・高機能材料・生活の各システム製造販売)、TT社(ショッピングセンターなどリテール事業)、SM社(自動制御機器の製造・販売)、OR社(自動車安全システムの製造販売)
② 株式会社 早川製作所 小海工場

http://www.hayakawa-ss-koumi.jp/index.html
【所在地】
長野県南佐久郡小海町大字豊里2117-1
【営業品目】
検査用治具、カシメ治具、チューブ曲げ治具および自動曲げ治具、スポット溶接治具及び溶接機、その他治具の設計・製作・販売
【特徴】
部品加工の製作を始めてから、それまで培った技術を使って、乗用車・大型貨物自動車・船舶に使用される高圧管・樹脂などのチューブなどの精密機器の製作を行っています。小海工場は、それらの製品を製作するのに必要な治具の設計から製作を実施している工場です。
【実績】
SK社(自動車関連チューブを初め鋼管製作)、NN社(トラクターや農業機械販売)、F工業社(クレーン作業、プラント組立・解体)
③ 株式会社 エイビック

https://www.abic-group.com/index.html
【所在地】
群馬県太田市新田反町町382-1
【営業品目】
カーエアコン配管加工、アルミ自動ロウ付け、パイプ加工専用機械設計・製作、パイプ加工用木型・金型・治工具設計及び製作、電気制御装置設計・製作、精密切削機械加工
【特徴】
創業から60年に渡り、パイプ加工のスペシャリストとして、実績と経験を積み上げています。この実績を実現した背景は、徹底した品質管理と生産現場のモニタリングです。さらに、各職場の生産者の指導と、技術者の現場研修が、品質第一を実現させています。また、中国工場での部品の内製化とコスト削減によって、高品質で低価格の製品・サービスを提供しています。
【実績】
DAシステム(カーエアコンシステムのホース・配管の製造販売)、DE社(バス・建設機械空調機器及び空調機器・熱交換器の製造販売)、IL社(産業機械の製造・販売)、NCシステム社(自動車用及び産業機器の空調・温調・冷却機器の製造販売)、他中国企業多数
④ 株式会社テクノタイヨー

http://www.techno-t.co.jp/company/
【所在地】
野遠工場
大阪府堺市北区野遠町61-5
【営業品目】
省力化機械設計・製造、各種金属切削・加工、オイルダンパーなどオリジナル製品の開発・製造・組立、機械加工用治具の製作販売、組立量産組立圃場治具の製作販売
【特徴】
金属加工、金属加工の組み立てなどを中心に実績を積み上げ、産業機器、医療機器など広い分野で業績を伸ばしています。特筆すべき点は、設計図が残っていれば、その製品の加工から組立までを受注できることでしょう。加工の品質管理に関しては、製品ごとに、各工程「QC工程表」を作成し、受入・工程間・出荷検査を実施しています。
【実績】
吊り戸棚昇降装置、多目的直動式オイルダンパー、プッシュ式ストッカー開閉装置、バランス式扉昇降置、吊り戸棚昇降連動扉開閉装置、アルミ枠扉、介護用電動昇降便座、引き出し扉連動昇降装置
6.治具に関するご相談はFAプロダクツへ
ここで挙げた4社は、ほんの一握りの治具メーカーです。ロウ付け治具を製作するメーカーは数多くありますが、多くの工場が、ロウ付け治具だけでなく、検査治具、加工治具など様々な治具を取り扱っています。
また、ロウ付けを請け負うメーカー、ロウ付け機器を販売するメーカーも数多くあり、各メーカーは自社の製品の製作ための治具を自ら設計・製作しています。
こうしたメーカーの中には、依頼されれば、ロウ付け治具を製作・販売できる会社もあります。
ロウ付け治具で困ったことがあれば、気軽に問い合わせてみるのも、ロウ付け現場の「困った」を解決する方法の1つとなるでしょう。
治具の設計・導入をお考えの際は、お気軽にFAプロダクツまでご相談ください。
関東最大級のロボットシステムインテグレーター 治具の設計から製造ならお任せください
050-1743-0310 営業時間:平日9:00-18:00

