

AEセンサとは?原理や種類、振動センサとの違い、選び方とメリット
AEセンサは、物質の変形や破壊に伴い発生する弾性波を検出し、波形を電気信号に変換できるセンサです。
得られた波形を解析することで、製品内部の欠陥の検知や設備異常を早期に検出可能となります。
この記事では、AEセンサの原理や選び方、振動センサとの違い、導入によるメリット・デメリット等をまとめて解説します。
AEセンサのコンサルティングを受けて、
・省力化、省人化してコストダウンしたい
・生産性アップして売上を上げたい
・人的ミスを減らして品質価値を高めたい
・どのメーカーの自動化設備を使えば効率的かわからない
という場合は、お気軽に株式会社FAプロダクツまでお問い合わせください。
関東最大級のロボットSIerとして、最適化のご提案をさせていただきます。
目次
1.AEセンサとは
AEセンサとは、アコースティックエミッション(acoustic emission, AE)と呼ばれる、物質が変形・破壊される際に発生する超音波を検出するためのセンサで、製品検査や材料評価、設備診断等に活用されています。
ここでは、AEセンサの基本的な原理と特徴を説明します。
(1)AEセンサの原理と特徴
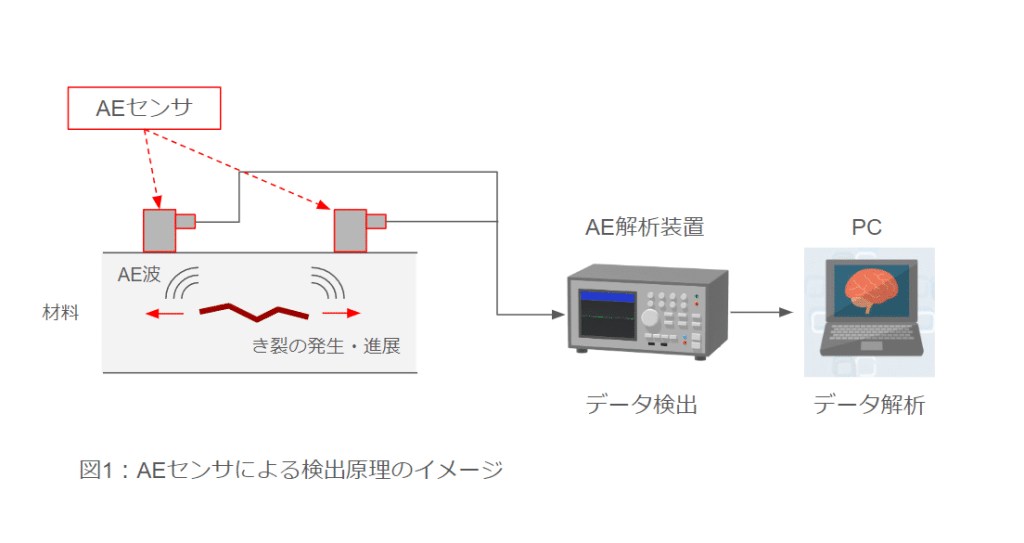
図1を例として、AEセンサの原理について解説します。例えば、物質内にき裂などの変形または破壊が生じた場合、当該箇所からAE波と呼ばれる弾性波(超音波)が発生します。
発生したAE波を検出し、解析装置に出力するためのセンサが、AEセンサです。
AE波は物質の変形や破壊に伴い発生するため、これを検出し波形を解析することにより、物質内の変形および破壊の状態を調査することができます。
例として、回転軸のき裂を検出する場合を考えてみましょう。
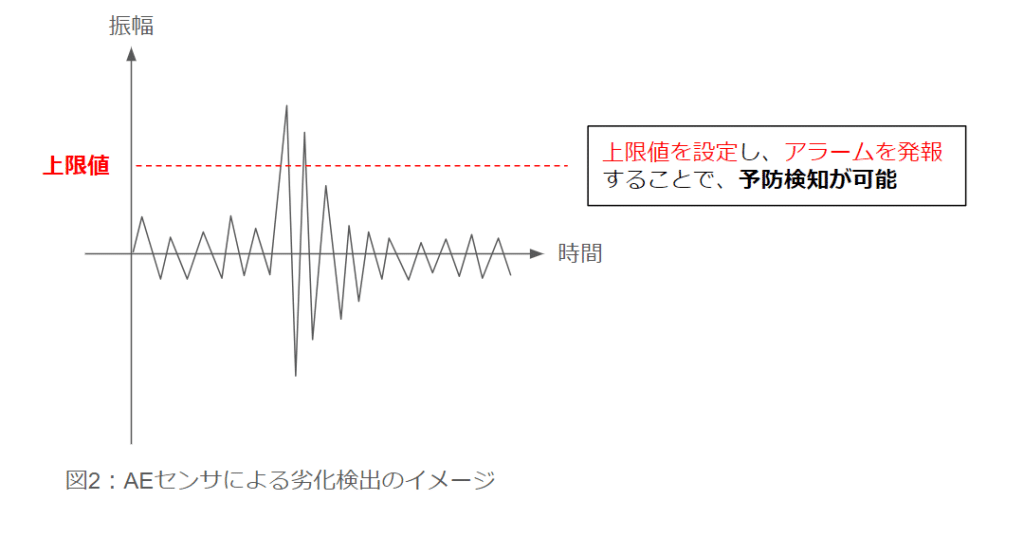
装置に取り付けたAEセンサで検出したAE波の振幅と時間が図2のような関係となっていた場合、あるタイミングで振幅が大きく増加していることが分かります。
AE波は物質の変形や破壊に伴い発生するため、例えば振幅が一定値を超えた段階でアラームを発報するように設定すれば、設備が故障する前に劣化を検知することができるでしょう。
AE波から得られる情報は振幅だけでなく、周期や積分値など多岐に渡るため、波形をAIで解析し、劣化のモードと波形の変化を対応させることで、より詳細な劣化モードの推定が期待できます。
AEセンサの主な特徴は下記の通りです。
・変形や破壊の早期検出が可能
・装置を分解せずに取付けできる
・稼働中の設備の状態を検出可能
・検出にはAEセンサを装置に密着させる必要がある
これらの特徴の中でも、早期の劣化検出&非破壊での測定が可能、という点はAEセンサの大きなメリットですので、既存設備に取り付けることで、故障の早期検知に活用できるでしょう。
(2)AEセンサと振動センサ、超音波センサの違い
振動センサは、AEセンサに近い検出原理を有するセンサですが、これらの違いは、劣化の検出方法と検知のタイミングにあります。
| AEセンサ | 変形や破壊により発生する微小な波を高感度で検出 |
| 振動センサ | 変形や破壊に伴う振動を検出 |
表より、AEセンサの方が振動センサよりも早い段階での劣化検出が可能であることがわかります。
また、超音波センサもAEセンサと類似する仕組みを有していますが、違いは以下の通りです。
| AEセンサ | 変形や破壊から発せられた超音波を検出する受動的なセンサ |
| 超音波センサ | センサから発生させた超音波に対する応答で劣化を検出 |
(3)AEセンサの種類
AEセンサによるAE波の検出は、圧電材料と呼ばれる、加わった圧力を電気信号に変換できる材料を用いて行われます。物質中から発生したAE波を圧電素子によって検出し、それを解析装置に出力することで、波形の解析が可能となります。
圧電材料には、チタン酸ジルコン酸鉛(PZT)が用いられることが一般的です。
AEセンサは検出できるAE波の周波数域によって、共振型と広帯域型に大別されます。それぞれの特徴は下記の通りです。
①共振型AEセンサ
共振型AEセンサでは、圧電素子を貼り付けたセンサ受波面を、測定対象に密着させることで、AE波を検出します。共振型では共振周波数付近の周波数域では高い検出感度を得られますが、周波数によって感度に差が生じることが特徴です。
共振周波数は圧電素子の材質や寸法に左右されるため、共振型AEセンサを導入する場合は、想定する劣化モードによるAE波の周波数が明確かどうか、想定する周波数がAEセンサの高感度域に対応しているかを確認しておくことが重要となります。
②広帯域型AEセンサ
広帯域型AEセンサは、圧電素子がダンパ材で覆われた構造を有しているため、共振が抑制され、広い周波数帯域で高い検出感度が得られることが特徴です。一方で、特定の周波数域における感度は共振型には劣ります。そのため、検出したい周波数域が不明な場合や、広い周波数において検出されるAE波の挙動を確認したい場合に用いるとよいでしょう。
センサ類の導入については下記の記事や動画も参考になりますので、ぜひご覧ください。
【関連記事】


【関連動画】
引用:【現場レポート】AEセンサ&GOT Mobileでリアルタイム状態監視
引用:【FIRST AE®】次世代センシングのAE(アコースティック・エミッション)ご紹介
2.AEセンサの用途
AEセンサには、下記のような用途があります。
(1)製品検査
AEセンサは非破壊かつ装置稼働状態での計測が可能なため、製品検査に用いられます。
具体的には、モーターやファンなどの駆動部を有する製品において、その外装部にAEセンサを取り付けた状態で試運転をすることで、内部に変形や劣化が生じていないかを確認することができます。
また、駆動部を有していない製品であっても、製品にAEセンサを取り付けて加振器などで意図的に振動を加え、その応答をAEセンサで検出することで、劣化の診断が可能となるでしょう。
さらに、パイプ等の溶接において、AEセンサを取り付けた状態で溶接を行えば、溶接不良により生じるAE波の検出の有無から、製品の劣化の状態を判断することもできます。
(2)材料評価
材料開発の分野においては、変形や破壊に対する材料の強さを評価するために、あえて材料を変形させる引張試験や破壊じん性試験が行われますが、これらの材料評価においても、AEセンサは活用されています。
AEセンサは変形や破壊に伴い発生するAE波を検出するので、試験片に取り付けることで、引張試験や破壊じん性試験における材料の劣化の進展に関するより詳細な挙動を調査できます。
この際、複数のAEセンサを試験片に同時に取り付けることで、変形が生じる位置の推定も可能となるでしょう。
(3)設備診断
回転軸を有する減速機や駆動部を有するロボットアーム等の設備の劣化診断にも、AEセンサは用いられています。
設備にAEセンサを取り付け、その波形を長期でモニタリングし、波形の変化を検出することで、設備損傷の早期検知が可能になります。
3.AEセンサの選び方
AEセンサの選び方のポイントをご紹介します。
(1)周波数帯域で選ぶ
AEセンサを選ぶにあたっては、狙いとする周波数帯域を意識することが重要です。
導入したAEセンサが目的とする異常を検知できるかどうかには、発生したAE波の周波数におけるAEセンサの感度が影響するため、検出したい変形や破壊により発生するAE波の周波数帯域に対応するAEセンサを選ぶことで、効果的に異常を検知できるでしょう。
検出感度が高いのは共振型AEセンサで、その周波数帯域は材質や寸法によって変化します。一方で、共振型は周波数による感度の差が激しいので、もし狙いとする周波数帯域が不明な場合は、まず広帯域型AEセンサで挙動を確認した後に、共振型を導入するのがおすすめです。
(2)温度で選ぶ
AEセンサを活用するには検出したい物質にセンサを密着させる必要があります。ですが、AEセンサの耐熱温度は通常-20℃~+80℃程度なので、この温度域から外れる用途を考えている場合は、特殊な材質のAEセンサを選ぶとよいでしょう。
AEセンサには高温用、低温用に設計された品種も存在するので、設置したい物質/設備の稼働温度を確認したうえで、適した材質のAEセンサを選定しましょう。
(3)サイズで選ぶ
AEセンサを選ぶ上で、サイズも重要なポイントです。
小型のAEセンサは設置個所に制約がある場合に便利ですが、AE波を検出する圧電素子のサイズも小さくなってしまうため、検出感度が悪化する傾向にあります。
逆に大型のAEセンサは感度が高い一方で、小型の機器に複数個取り付けて変形や破壊の位置を特定したい場合は不向きとなってしまいます。
また、AEセンサのサイズは共振周波数にも影響するため、想定する設置個所と検出したいAE波の周波数を考慮したうえで、用途に合ったサイズのAEセンサを選択すると良いでしょう。
4.AEセンサのメリット・デメリット
AEセンサの導入にあたって、メリットとデメリットの両方を把握しておくことが重要です。AEセンサの主なメリットおよびデメリットは以下の通りです。
(1)AEセンサのメリット
①早期の劣化検出が可能
AEセンサは超音波の一種であるAE波を検出する仕組みのため、他の手法では検知できないような微小なき裂や摩耗などを検出できる可能性があります。劣化の早期検出は、AEセンサを導入する上での大きなメリットとなります。
例えば、製品検査においては、製品内部の微小な変形や劣化をAEセンサで検出できれば、出荷後の品質クレームによる損失を未然に防ぐことができます。
また、設備診断にAEセンサを導入すれば、劣化の進展のモニタリングにより、予防保全のタイミングを見極め、突発での故障を防ぐことに繋がります。
このように、AEセンサを活用した微小な変形や異常の検出は、品質の向上や設備異常の防止に役立つといえるでしょう。
②非破壊で検査が可能
AEセンサは検査したい物質の表面に取り付けるだけで、変形や破壊を検出できるので、検査する製品を分解する必要はありません。この非破壊での検査が可能、という点は、AEセンサのメリットの一つです。
例えば、製品の強度を確かめるために実際に製品を変形させるような破壊検査では、検査に使用した製品は販売ができなくなってしまいます。
対して、AEセンサを用いた非破壊検査では、検査に伴うロスを最小限に抑えることが可能です。
③装置稼働中の計測が可能
AEセンサでは、稼働中の設備における劣化の進行の検出も可能です。例として、ロボットアームのベアリングの異常をAEセンサで検出したい場合、稼働部にAEセンサを取り付け、得られたAE波の波形をロギングすることで、波形の変化から劣化の進行状態をモニタリングできます。あらかじめAE波の振幅などに閾値を設定しておけば、人の手をかけずに遠隔で設備の異常を検知できるでしょう。さらに、検出波形をAIで解析し、劣化のモードを関連付けて解析することで、設備の状態に関してより多くの情報を得ることも期待できます。
(2)AEセンサのデメリット
①測定対象へのAEセンサの密着が必要
AEセンサは微小な変形や破壊に伴う弾性波を捉えるために、測定対象にAEセンサを密着させる必要があります。高感度を得るにはワセリンやグリースなどの媒体を測定対象とAEセンサの間に塗布する等、密着性を上げる工夫が必要となるケースがあります。
また、AEセンサの受波面や圧電素子はセラミック製であるため、治具で密着させる場合は過剰な締め付けによるセンサの割れにも注意が必要です。
②波形からの劣化状態の推定が必要
AEセンサを導入によりAE波を検出できても、その波形がどのような変形や劣化のモードに対応するのかを推定できなければ期待する効果は得られません。熱や振動などの数値が異常に直結する計測手法とは異なり、波形の解析が必要な点は、AEセンサのデメリットのひとつです。一方で、波形の解析ができれば、単一の数値測定では得られない劣化モードの分類も可能となるため、効果的にAEセンサを活用するには、データやノウハウの積み重ねが重要となるでしょう。
5.AEセンサに関するご相談は株式会社FAプロダクツへ
FAプロダクツは年間200台もの実績がある関東最大級のロボットシステムインテグレーターです。一貫生産体制をとっており、設計から製造までをワンストップで対応。費用・時間にムダなく最適化を行うことができます。
AEセンサについても、ぜひご相談ください。
お打ち合わせから原則1週間以内に「お見積りとポンチ絵」をご送付いたします。
【ポンチ絵とお見積りのサンプル】
テキストやお電話だけでは伝わりづらいゴールイメージを共有し、スピード感を持った対応を心がけています。
また、同社の「画処ラボ」では、画像処理を用いた外観検査装置の導入に特化し、ご相談を受け付けています。従来は目視での官能検査に頼らざるを得なかった工程の自動化をご検討の際などにご活用ください。
業界最大級の画像処理検証施設を開設!
「画処ラボ」ではルールベースやAIの画像処理を専門エンジニアが検証。ご相談から装置制作まで一貫対応します。
| 所在地・連絡先等 | 営業品目 | 実績 |
| 茨城県土浦市卸町2丁目13-3 TEL.050-1743-0310(代表) FAX.050-3156-2692(代表) https://jss1.jp/ |
・産業用ロボット ・生産設備合理化・省力化の設計及び製作 ・基板電気チェッカーや貼合・折曲など ・治具の設計・製作 |
NM社(電子部品の製造販売)、HS製作所(情報通信・社会産業・電子装置・建設機械・高機能材料・生活の各システム製造販売)、TT社(ショッピングセンターなどリテール事業)、SM社(自動制御機器の製造・販売)、OR社(自動車安全システムの製造販売) |
関東最大級のロボットシステムインテグレーター 装置の設計から製造ならお任せください
050-1743-0310 営業時間:平日9:00-18:00

