
PLCの「ラダー図」基礎から分かる種類・読み方・長所短所
PLCを扱うようになると必ず学習することになるのがラダー図です。
慣れるまでは、この独特な形式に戸惑うことも多いと思われます。今回は、そんなラダー図の基礎の基礎に関して紹介します。
目次
1.ラダー図とは?

(1)ラダー図とは
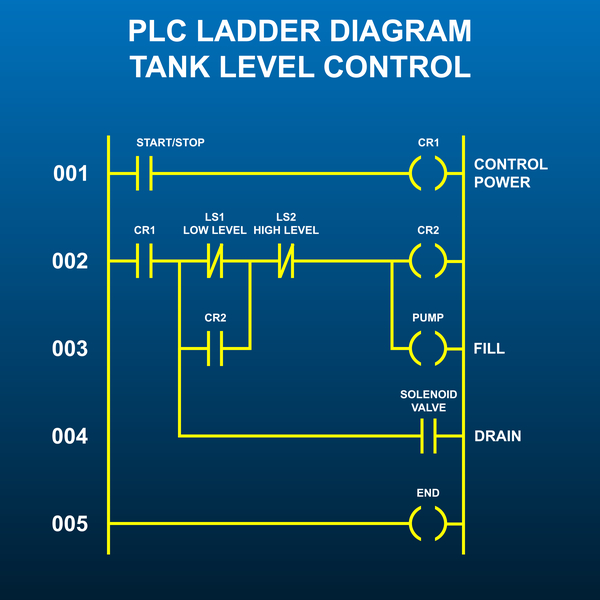
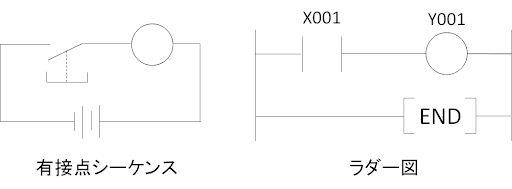
ラダー図はPLCで使用する制御プログラムの1つで、リレー回路の形をしています。見た目がはしごに似ていることから、ラダー図もしくはラダープログラムと呼ばれます。
作成したプログラム(ラダープログラム)をPLCのCPUに書き込み、制御を行います。実際にプログラムの書き込み操作を行うには、各社専用のソフトウェアが必要になります。その際に、ラダー図がニーモニク(機械語)に変換されて書き込まれます。
(2)電磁リレーとは
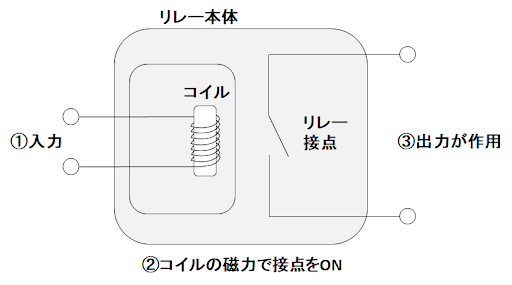
PLCが無かった時代、電気制御は主に電磁リレーを用いていました。電磁リレーはコイル(電磁部)と接点で構成されています。コイルに決められた電圧がかかると接点がON(もしくはOFF)になるように動作します。
リレーを複数組み合わせることで複雑な制御を行うことができます。
(3)ラダー図を用いるメリット、デメリット
①メリット
現在のPLCで行うような制御を電磁リレーで行おうとすると、リレーの数が非常に多くなり、制御盤のサイズが大きくなってしまいます。制御方式を変更するときに配線作業が無いこと、省スペースで複雑な制御が可能なことがPLCを用いるメリットです。
②デメリット
プログラミングを行うことから、変更操作をできる人口がリレー制御よりも少なくなります。また各社PLCに対応したソフトを用意しなければいけませんし、PLC各社で仕様が違うため、慣れない会社のPLCは編集しづらいです。
2.ラダー図で用いる記号

ラダー図を読むためには各記号の意味を知らなければなりません。今回は、ラダー図を構成している主となる記号について紹介します。
(1)接点
スイッチをイメージしてください。スイッチがONの時に制御が進むのか、OFFの時に制御が進むのかで2種の接点を使い分けます。
接点記号の下にはX001の様に、入力を表すXとPLCの入力端子の番号が記載され、どこからの入力を使用するか記載されます。
①a接点
動作していない時は開いている接点をa接点と呼びます。記号は縦棒を横に2つ並べた形をしています。
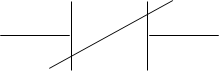
②b接点
a接点とは反対に、動作していない時は閉じている接点をb接点と呼びます。a接点にスラッシュが入った形をしています。例えばセンサーからの入力が無い場合を制御が進む条件として加える時などに使用されます。
(2)コイル
電磁リレーのコイルと同じものと考えるといいでしょう。PLCプログラム上の仮想のコイルと同じラインにある接点が全て閉じた場合に、出力リレーが動作します。括弧の中にはY001の様に、出力を表すYとPLCの出力端子の番号が記載され、どこへの出力を使用するか記載されます。

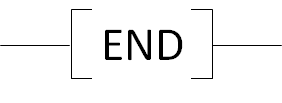
(3)END命令
END命令は、プログラムの最後に入れます。「ここがプログラムの最後である」ことがわかります。
(4)タイマ
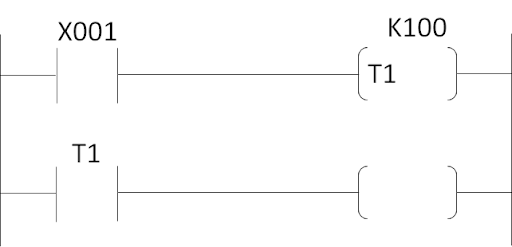
タイマと同じラインにある接点が全て閉じた場合にカウントが始まります。タイムアップするとタイマの接点がONになります。
以下の例の場合、X001がONになるとタイマT1がカウントをはじめ、10秒後にT1の接点が閉じます。タイマの時間を表すKの後の数字はK1で0.1秒、K100で10秒と0.1秒刻みで表します。
3.ラダー図を読んでみましょう

ここまでで、ラダー図とは何かと各記号がどのような意味をするか学習しました。実際に、以下のラダー図を読んで理解を深めましょう。
※さまざまな学習要素を入れるために作ったものなので、実用的ではないかもしれません。
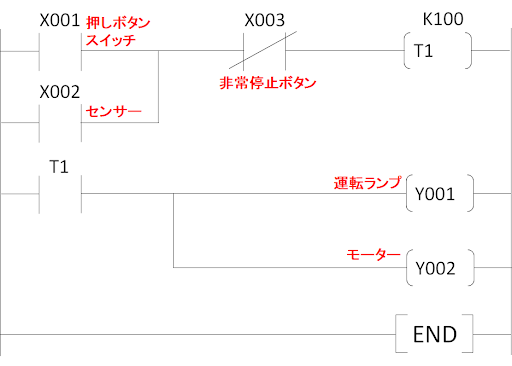
まずは1、2行目を見てみましょう。
以下のaとbがどちらも有効になっていないと正しく回路が繋がりません(AND回路)。
- a、押しボタン(X001)もしくはセンサー(X002)ONになっていること(OR回路)
- b、非常停止ボタン(X003)がOFFになっていること
aとbの回路が繋がると、タイマT1がカウントを始めます。
10秒カウントが完了すると3行目、T1の接点がONになり、運転ランプ(Y001)とモーター(Y002)がONになります。
例のラダー図は以下の様に表現できます。
「非常停止ボタンが押されていない状態で、センサーがONになって10秒経つ、もしくは押しボタンスイッチを10秒間押すと、運転ランプとモーターがONになる」
4.おすすめのPLC取り扱いメーカー4選
①三菱電機株式会社

【特徴】
日本最大手の総合電機メーカーの1つです。国内では三菱電機製のPLCのみで機器を設計して欲しいと仕様に盛り込む企業もあります。三菱電機が提供するタッチパネルGOTと組み合わせて使用することが多いです。
また、GOT Mobileも組み合わせることでタブレットや遠隔地での監視・操作ができるようにもなります。
【所在地】
〒100-8310
東京都千代田区丸の内2-7-3 東京ビル
②オムロン株式会社

【特徴】
三菱電機には劣りますが国内では多くのシェアを誇ります。比較的、回路編集が行いやすいことで有名です。設計段階の回路を作り込んでいく時に快適さを実感できます。
ただしオムロン製PLCは、動作中にプログラムの書き込み操作が出来ないところが不便な部分です。
【所在地】
〒600-8530
京都市下京区塩小路通堀川東入
③横河電機株式会社

【特徴】
制御関係で特に一歩先を行くメーカーです。AIアプリケーションに良く用いられるPythonへ対応した機器を既に発売しています。
また、横河電機ではDCSも取り扱っており、横河電機製PLCの上位システムとしても利用することがあります。
【所在地】
〒180-8750
東京都武蔵野市中町2-9-32
④株式会社キーエンス

【特徴】
営業利益率が50%を越えており、技術力が非常に高くそれが売上に反映されています。国内での利用頻度が高い三菱電機製とのリンクができるところが利点です。
また、他社PLCとの圧倒的な処理速度の速さが特徴として挙げられます。
【所在地】
〒533-8555
大阪市東淀川区東中島1-3-14
5.PLCを用いた装置導入に関するご相談はFAプロダクツへ

もしPLC制御を用いた自動機器の導入を検討される場合は、ぜひ株式会社FAプロダクツにご相談ください。
【特徴】
株式会社FAプロダクツは年間200台もの実績がある関東最大級のロボットシステムインテグレーターです。一貫生産体制をとっており、設計から製造までをワンストップで対応。費用・時間にムダなく最適化を行うことができます。
また、お打ち合わせから原則1週間以内に「お見積りとポンチ絵」をご送付いたします。
【ポンチ絵とお見積りのサンプル】
テキストやお電話だけでは伝わりづらいゴールイメージを共有し、スピード感を持った対応を心がけています。
また、同社の「画処ラボ」では、画像処理を用いた外観検査装置の導入に特化して、ご相談を受け付けています。従来は目視での官能検査に頼らざるを得なかった工程の自動化をご検討の際などにご活用ください。
業界最大級の画像処理検証施設を開設!
「画処ラボ」ではルールベースやAIの画像処理を専門エンジニアが検証。ご相談から装置制作まで一貫対応します。
【所在地】
茨城県土浦市卸町2丁目13-3
TEL.050-1743-0310(代表)
FAX.050-3156-2692(代表)
https://jss1.jp/
【営業品目】
- 産業用ロボット
- 生産設備合理化・省力化の設計及び製作
- 基板電気チェッカーや貼合・折曲など
- 治具の設計・製作
【実績】
NM社(電子部品の製造販売)、HS製作所(情報通信・社会産業・電子装置・建設機械・高機能材料・生活の各システム製造販売)、TT社(ショッピングセンターなどリテール事業)、SM社(自動制御機器の製造・販売)、OR社(自動車安全システムの製造販売)
お問い合わせ
関東最大級のロボット
システムインテグレーター
生産設備の
設計から製造なら
株式会社FAプロダクツ
詳しい資料はこちらから
会社資料ダウンロード
